Since man discovered the energy benefits of oil, has revolutionized the economic, social, technological and even social ambit. Making use of petroleum products today represents an incredible advance that science conceived many years ago. That is why the importance of oil processing in both upgraders and refineries. In the next post we will talk about what is an upgrader and how it works to meet the final goal: a crude ready for the market. You are welcome.
.jpg)
Upgrader - Source: Pixabay
Once the oil is extracted from the depths of the subsoil it is transported by pipes (pipeline) to the station where it will be conditioned, which is known as an upgrader.
Is it necessary to upgrade the crude?
Yes of course, mainly because the crude oil contains compounds that are toxic such as sulfur compounds, nitrogen and some metals. In addition to other pollutants that reduce the quality of the oil, such as water, solids and sand. That is why oil must go through the process of upgrading to eliminate these contaminants, increase their API gravity and be marketed with better quality and at a better price.
Sometimes the crude makes several stops before being marketed, first in an Upgrader to improve its quality and then goes to a refinery to obtain the products of interest such as gasoline, diesel and others. This occurs when the refinery does not have the technology necessary to treat extra heavy crudes, mainly due to the compositional complexity of these.
API gravity[1]
According to the Schlumberger Oilfield Glossary explains that API gravity is "A specific gravity scale developed by the American Petroleum Institute (API) for measuring the relative density of various petroleum liquids, expressed in degrees. API gravity is gradated in degrees on a hydrometer instrument and was designed so that most values would fall between 10° and 70° API gravity. The arbitrary formula used to obtain this effect is:

Where SG is the specific gravity of the fluid."
[1]: Schlumberger Oilfield Glossary

API gravity is related to the quality of crude oil, the higher the API gravity of a crude, the more attractive it will be economically. The extra heavy crude has the characteristic of being very viscous, therefore it puts resistance to move, for this reason the extra heavy oil is dissolved with naphtha in order to be transported by the pipelines to its destination. Naphtha is a fairly light oil cut, for this reason it has a high price in the market, is characterized by having an API gravity greater than 30º, considered as a light hydrocarbon.
When crude oil has an API gravity of less than 10, it is considered an extra heavy crude; if it is between 10 and 21.9 it is a heavy crude, between 22 and 29.9 it is considered a medium crude and if it is greater than 30º it is considered a light crude. Even when the API grades are greater than 42, the hydrocarbon is considered to be condensed, that is, almost a gas, but when they are less than 8º, it is known as bitumen.
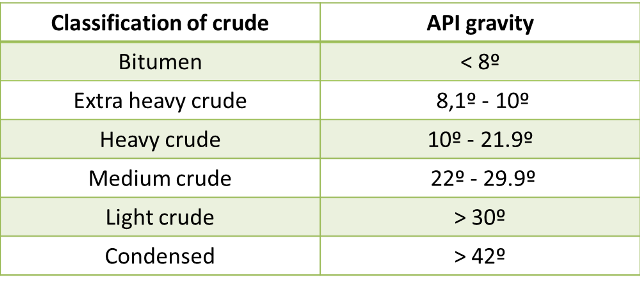
Imagen credits: design created by the author
What is an extra heavy crude upgrader?
It is a complex of operations designed to achieve better oil quality, which is responsible for increasing its API gravity from an extra heavy crude of 8º API to a light crude oil of 30º API, through the removal of carbon in the form of coke and the reduction of the sulfur and nitrogen pollutants.

Photo of an Upgrader [Imagen credits: property of the author]
Is a crude upgrader the same as a crude refinery?
Not really. The upgrading of the crude allows to improve the properties of a crude to make it more commercial through different unit processes such as hydrotreatment, cracking, fractioning, distillation. It is known as improved crude that crude produced by mixtures of streams from the physical and chemical processing of medium, heavy, extra-heavy crudes and bitumens. While the refining of crude oil allows to obtain from crude oil, end-use products such as gasoline, diesel, lubricants, etc.
Purposes of a crude upgrader
Improve the original crude properties that allow their transportation.
Achieve an increase in the H/C [hydrogen atoms (H) and carbon atoms (C)] ratio and substantial changes in the values that determine the commercial quality of a crude.
Main properties to be improved:
- Increase in API gravity (eg: 8º API → >20º API)
- Decrease in viscosity (eg: 10000 cp → 300-600 cp)
- Decrease in solids, water and sediments (eg: 10 % → <2%)
- Background content (eg: 58% → <30%)
- Decrease in sulfur and nitrogen content (e:g 4% → <1%)
- Reduction of the content of metals and % of Conradson Coal
Every oil company should be as flexible as possible. Flexibility implies that, in conjunction with separation processes, the industry needs techniques to convert one product into another.
The manufacturing processes related to the upgrading of crude can be grouped into:
Physical separation: they are based on the differences that exist in physical properties and among the best known are atmospheric and vacuum distillation, absorption and extraction with solvents.
Conversion: involve changes in the structure or molecular size of hydrocarbons, and among the best known are thermal conversion, catalytic conversion and reformation.
Purification or treatment: they constitute the final stage of the manufacturing process, where undesirable impurities are removed or transformed and among the best known are solvent extraction, hydrogenation and chemical treatment.
Description and technologies of the extra heavy crude upgrader
A crude upgrader consists mainly of the following units
- Crude unit
- Delayed coking unit
- Hydroprocessing or hydrotreatment unit
- Sulfur unit
After the extra heavy crude is produced from the reservoir and later diluted with naphtha for transport, it is directed towards the upgrader in order to obtain a higher API gravity crude and to extract the naphtha to be used again as a diluent. The main product obtained from the upgrader is the synthetic light crude ready to be marketed, in addition other byproducts are obtained: coke and sulfur, each processed in their corresponding units, delayed coking unit and the sulfur unit, respectively.
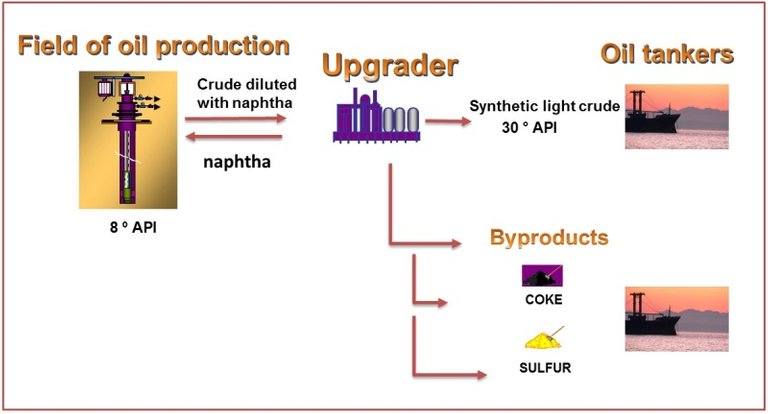
Representation of crude processes [Imagen credits: property of the author]
1. Crude unit
The first unit that receives the extra heavy crude in the upgrader is the crude unit. The diluted crude enters the crude distillation unit, specifically the atmospheric distillation process. Here the physical separation of the different cuts takes place: the top naphtha, the distilled cuts (heavy and light), and for the bottom, the atmospheric residual or long waste. Then it goes to the vacuum distillation unit that completes the process of heavier cuts.
| The heavy naphtha is taken to the diluent naphtha tank for its return to the production fields. |
| The cutting of atmospheric distillates is sent to the hydrotreatment unit of light oils. |
| The atmospheric residual is sent to the vacuum distillation process where the separation of the following cuts takes place: light vacuum gas oil (LVGO), medium vacuum gas oil (MVGO), heavy vacuum gas oil (HVGO), and the bottom, the residual vacuum or short residue. |
| Light vacuum gas oil (LVGO) is sent to the hydrotreatment process of light oils. The heavy vacuum gas oil (HVGO) is sent to the hydrocracking process of heavy gas oils. The medium vacuum gas oil (MVGO) together with a 40% residual vacuum is sent to tank. |
| The remaining 60% remaining from the vacuum residue is sent to the delayed coking unit where thermal conversion to a mixture of reaction vapors and coke occurs. The coke is sent to the coke pit for its subsequent crushing, handling and dispatch. |
Atmospheric distillation allows:
- Recovery of naphtha used as diluent to be returned to the production field.
- Recovery naphtha and light distillates present in the crude.
- Produce the atmospheric waste that will feed the vacuum distillation unit.
Vacuum distillation allows:
Separate the atmospheric distillation residue into:
- Gas oil and distillates not removed in atmospheric distillation.
- Light vacuum gas oils (LVGO).
- Heavy vacuum gas oil (HVGO).
- Residue of vacuum that will feed the delayed coking unit.

Photo of a vacuum distillation unit [Imagen credits: property of the author]
2. Delayed coking unit
The purpose of the delayed coking unit is to carry out the thermal cracking process in order to convert heavy products of low quality and economic value into products of greater commercial value, obtaining at the end coke as a by-product of the process.
It is a process of thermal disintegration that converts the waste coming from atmospheric or vacuum distillation into:
- Wet gas
- Gas components of LPG
- Naphtha
- Light coke gas oils (LCGO)
- Heavy coke gas oils (HCGO)
- A solid called coke as a by-product
Delay Coating is a thermal process in which fresh feed, typically vacuum bottoms, is heated at high speed in an oven to approximately 900 ° F, then sent to a reaction zone (Coke Drums). The residence time in the furnace tubes is very short, the "coking" of the material must be "delayed" until it reaches the coke drums and not in the furnace. In these drums, under appropriate pressure and temperature conditions, for the cracking and polymerization reactions to occur, the non-vaporized hydrocarbon fraction is converted into vapors and coke. Being the endothermic coking reactions (which absorbs heat), the vapors leave the drum 100 ° F colder than the inlet temperature.

Coke oven and coke drums of the delayed coking unit [Imagen credits: property of the author]
As for the products obtained in the delayed coking unit, both the naphtha and the light coke gas oil are sent to the hydroprocessing unit, specifically to the hydrotreatment unit of light oils. While heavy coke gas oil is sent to the heavy gas oil hydrocracking unit.
3. Hydroprocessing or hydrotreatment unit
In this unit, the aim is to raise the quality of crude oil through the hydrogenation process, where the presence of hydrogen in the crude molecules is increased through reactions such as hydrotreatment and hydrocracking. This is carried out in order to displace the sulfur, oxygen and nitrogen molecules that are contaminants of the crude oil and have an impact on its quality. In addition, the reaction is capable of cracking the long carbonated chains in lighter fractions using a catalyst to accelerate the reaction.
Purposes of the hydroprocess
Removal of sulfur, nitrogen and other compounds present in petroleum fractions to reduce pollutant emissions and prevent environmental damage by acid rain, greenhouse effect, among others.
Sulfur and nitrogen are converted to hydrogen sulfide (H<sub<2S) and ammonia (NH3) which, after being treated, are less harmful to the environment.
Improve the petroleum fractions to avoid the deactivation of catalysts in downstream processes (eg catalytic disintegration, reformer).
The process is carried out at high pressures and temperatures in the presence of hydrogen and catalyst.
The Hydroprocessing unit covers all the units whose processes use or produce Hydrogen. This is divided into the Hydrogen Production Unit, which provides the hydrogen at high purity required in the Hydrotreatment and Hydrocracking processes through the reformation of natural gas with water vapor.
The Light Oil Hydrotreating Unit, which receives the Virgin Distillates from the Crude Unit, Light Coke Gas Oil from the Delayed Coking unit, and Naphtha from the Coke Area, these are reacted with hydrogen on a catalyst to promote the reactions of Hydrotreating to remove pollutants such as sulfur, nitrogen and metals, and the Heavy Gas Oil Hydrocracking Unit that receives the Virgin Heavy Gas Oil from the Crude Unit and the Heavy Coke Gas Oil from the Delayed Coking Unit are reacted with hydrogen on a catalyst to promote Hydrocracking reactions.
4. Sulfur unit
The use of extra heavy oil has led to the need to manage polluting compounds that are produced in the Improver Complex, especially hydrogen sulfide (H2S). These compounds are highly polluting and must be removed from the hydrocarbon streams in order to eliminate, on the one hand, the environmental pollution that could result from the atmospheric emission of the same, and on the other, to reduce the corrosive impact on the equipment. Sulfur compounds occupy a prominent place among polluting gases and are generally produced during the combustion of the same and of petroleum products. For the extraction of these compounds, absorbent towers with amine are used.

absorbent columns [Imagen credits: property of the author]
Both the coke gas recovery unit (coke gas plant) and the light oil hydrotreater unit and the heavy oil hydrocracking unit have amine absorbing towers for the removal of hydrogen sulphide.
The amine rich in hydrogen sulfide is sent to the process of regeneration of amine in the sulfur unit, where by stripping, poor amine is produced in hydrogen sulfide and acid gas rich in hydrogen sulfide.
In addition acidic gases are sent to the sulfur recovery process Claus, where ammonia is decomposed into nitrogen and hydrogen and much of the hydrogen sulfide is recovered as sulfur.
Conclusions
The fundamental objectives of the upgrading of the crude are: to cover the quantitative demand of the market, to fulfill the demanded specifications and to guarantee the satisfaction of the client. Bearing this in mind, the oil strategy considers in the first place two factors of great impact: the availability of crude oil and the characteristics of the market.
In conclusion, the task of an Upgrader is to reduce the presence of contaminants in oil such as sulfur, metals, salts, and at the same time reduce heavy hydrocarbons or large molecules. What it means is, get a light crude, of better quality that can be sold at a better price in the market.
References
FROM DILUTED BITUMEN TO SYNTHETIC CRUDE: UPGRADING EXPLAINED
UPGRADER FOR HEAVY, EXTRA-HEAVY, CRUDE/BITUMEN AND RESIDUAL FRACTIONS
Petroleum Ameriven. Manual of induction to the processes of the oil in the Upgrader. (2002).
@steemstem is a community that supports high quality science content. Contents of Science, Technology, Engineering and Mathematics. Use #steemstem and support the scientific community of Steemit.